| Email: info@psq.co.za Phone: 021 557 2491
|
|
|
|
Newsletter |
A Road Map to
Become Demand Driven
by Ken Titmuss
The
concept of
demand driven Materials Requirements Planning (DDMRP) is not new. It
has been pioneered since the turn of the century by two people, Carol
Ptak and Chad Smith. More recently they have formed the Demand Driven
Institute (DDI) and currently have many affiliates around the
industrialised world educating companies and implementing the
methodology. See www.demanddriveninstitute.com.
During their journey it was necessarily to have software that supports the methodology and Demand Driven Technologies (DDTech) started developing their product Replenishment+® (R+) in line with the development of the methodology. Up until a year or so ago R+ was the only DDMRP software available but today there are now 20 software packages and ERP systems that are deemed DDMRP compliant and are endorsed by the DDI. This list grows monthly as people see the obvious benefits of adopting this methodology in their business and software companies not wanting to miss out on the revolution. See www.demanddriventech.com.
The literature is littered with many case studies of companies, of all types, that have adopted this methodology, many of them global corporations, that have achieved enormous increases in service level performance with reduced inventories and lead times. Implementation times are generally measured in weeks or a few months and the cost to implement is generally fairly low compared to the implementation of traditional planning and execution systems. The benefits are realised also fairly rapidly.
So, DDMRP is a low cost, low risk, high impact improvement strategy for any business, anywhere in the supply chain, from raw material extraction to retail, including MRO items. In fact, if you have inventory anywhere, in any situation, DDMRP could provide you with big benefits.
DDMRP is not the end of the journey to becoming Demand Driven, it is merely the beginning. The final objective is to become a complete Demand Driven Adaptive Enterprise (DDAE) as per the diagram below.
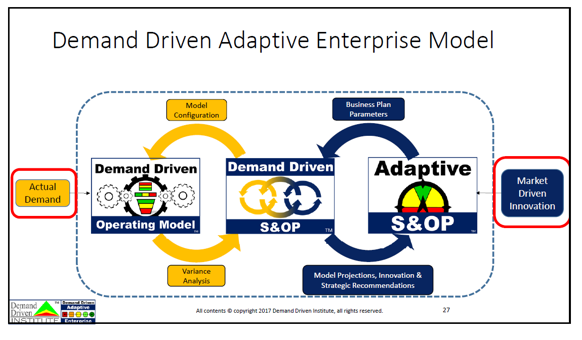
This
is a complete
change to the traditional planning and control hierarchy we have been
using in our MRP II/ERP systems for the last 50 years, which were developed
for a completely different business world than that in which we live
today. Today we are in a ‘New Normal’ where we work and trade in
a Complex Adaptive System (CAS) in a very Volatile, Uncertain,
Complex and Ambiguous (VUCA) world. The linear planning rules
developed in the 1960’s and 70’s no longer support this ‘New
Normal’. We need something that does and currently DDMRP seems to
be fitting the bill.
The
model still has
an Operational, Tactical and Strategic component. However, the
Operational Relevant Range is driven by actual accurate
demand/customer orders pulled from the buffers and not inaccurate
forecasts. The relevant range here is typically hourly, daily and
weekly. The operating model is driven by a Tactical Demand Driven
S&OP (DDS&OP) process with a relevant range of looking back
and forward a cumulative lead time. The purpose of the DDS&OP
process is to provide the operating model with Master Settings, as
opposed to a Master Schedule, and based of the feedback as to the
stability, reliability and speed of the operations, make adjustments
to the Master Settings. In addition, the DDS&OP process looks
forward determining how the operating model will change in the months
to come and what resource constraints might be on the horizon. It is
at this point that the system requires an excellent consensus demand
plan, driven by a statistical forecasting process. More on this
later.
Information
from
your forecasting process can also be used to assist in setting up the
operating model for you DDMRP system. For example, your project team
might want to use the forecasts to assist in the Average Daily Usage
(ADU) calculations used to size the buffers, by either having a
forward looking ADU or a blended ADU by looking both backwards and
forwards. In addition, the seasonal indices from your forecasting
system can be used as Demand Adjustment Factors (DAF) to assist the
buffers in expanding during the high season and contracting again
after the season is over.
The
Adaptive S&OP
strategic process is not too different from the strategic processes
we have in place today. It is being fed by market innovation, but
where it does differ, is that it also relies on feedback from the
operations and tactical processes with regards to current
opportunities in the market place. The DDS&OP process then
becomes a tactical bi-directional reconciliation hub between
operations and strategy. Traditional planning is only unidirectional
from strategy, through tactics to operations, there is little or no
feedback in the opposite direction.
So, what is the route map to achieve a DDAE organisation? From many global implementations the following seems to be working well. Before we start it is essential that the company has a fairly mature ERP system, which will not be replaced as we still need static and dynamic Item information; Bills of Materials / Routing data and customer order, purchase order and works order information. The software is generally cloud / subscription based and can be implemented very quickly with planners and buyers using their internet browsers to do the planning and determining stock replenishment. Daily, current stock level, demand and supply orders are uploaded from the ERP system. Stock replenishment is then determined based on a unique DDMRP Net Flow calculation and replenishment orders send back to the ERP system to be converted into purchase, manufacturing and distribution transfer orders. The annual subscription cost of the software is typically less than the cost of employing a planner. So, there is no upfront large investment in software which needs to be implemented on your server. In addition, the software is not costed on the number of users but on the expected value of your inventory, after implementation.
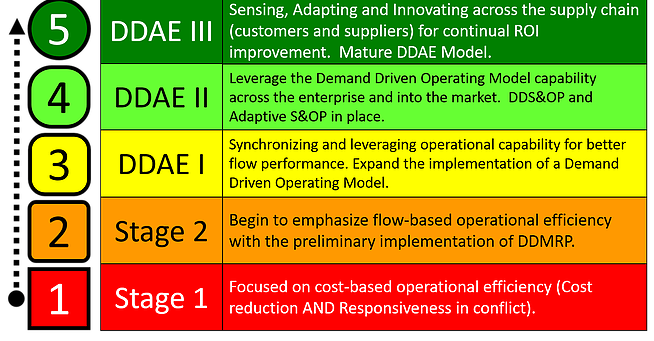
DDAE Development Path
Copyright Demand Driven Insitute (reproduced with permission)
The
list below gives
a typical set of actions to become Demand Driven:
-
Firstly, request a free two hour DDMRP Introduction session for your team, during which, if we are supplied with some of your data, we can give you an idea of potential savings in your warehouse and show how the DDMRP buffers would have performed using your last year’s demand data.
-
Then get shop floor planners, buyers and others involved in inventory management to attend a DDI Demand Driven Planner (DDP) 2-day workshop. Attendees also have the option to take the Demand Driven Planner Professional (DDPP) certification exam offered by the DDI.
-
After the workshop we suggest that attendees return to their place of work and apply the principles learned to a dozen or so items under their control to see how it works for them. This can be done simply using a spreadsheet. Often, we find that the financial savings achieved in this part of the process more than cover the cost of the workshop!
-
At the same time, we can perform a snapshot on your warehouse/s to see what opportunities there are to reduce inventory and increase service levels by reviewing your bi-model distribution of SKU’s, in other words seeing where you have too much of the wrong stuff and too little of the right stuff. We can also perform simulations by taking the last 365 days of demand for your items and simulating how the buffers would have performed if the DDMRP principles had been adopted.
-
Once you see the benefits for your organisation, we suggest putting a small implementation team together to set up the system in one of your warehouses. Typically, people often start with their purchased items as the DDMRP buffers should never be empty and availability is paramount to the system, so, you always have stock available to build what is required in the factory. DDTech will allow you 2 months use of the software to get you up and running prior to you making a decision to continue. So, there is no risk to you initially, the only costs would be a few days consulting with your team.
-
It is important at this point to expose a larger portion of you employees to the DDMRP principles as they see things changing and they are not sure what is happening. They don’t need to attend the 2-day DDP workshop, but we have an in-house one-day Implementation Pack workshop which gives them the information they require to understand the changes taking place. There is no certification exam for this workshop.
-
Once, the raw material warehouse is up and running you can roll out the methodology to, say, finished goods, then distribution inventories at distribution centres and finally look for opportunities to buffer intermediate items, mixes or sub-assemblies in your production processes.
-
At this point it is important to get middle and top management to understand the changes that are taking place in their operations, Typically, most organisation are very focused on cost reduction to try and achieve a greater ROI in the business. DDMRP is not cost focused, it is FLOW focused. We know that all benefits in the supply chain will be as a result of the flow of relevant information and relevant materials in the supply chain, which will ultimately reduce costs, and will therefore increase ROI, which is the first objective of top management. To achieve this end, we suggest the management team attends a 2-day DDI Demand Driven Leader (DDL) course which explains why and how they need to change the way they support and measure their operations. If this doesn’t happen, we find that huge conflicts develops between top management and operations over the way they are measured. Attendees on the DDL course can write the DDI Demand Driven Leader Professional (DDLP) certification test if they wish.
-
Once Top management is on board, we can start moving up the DDAE development path, shown in the chart above.
-
We now go back to factory and see if we need to insert time and capacity buffers into your operations as well as determining control points and possible constraint processes. Finite scheduling can then be achieved by using DDtech’s product Drum, Buffer, Rope+® (DBR+), originally developed for Theory of Constraints (TOC) implementations and now integrated with R+ to give you a complete DDMRP Operating Model (DDOM).
-
Using the velocity, stability and reliability feedback from your operating model we can now start getting the DDS&OP processes up and running. The performance of your operating model is monitored virtually on a daily basis and a small team of your Lean, 6 Sigma, or TOC experts who can apply their tools to continuously improve the model and immediately adapt to your ever-changing marketplace. At the same time, we are using the demand plan, generated from the forecasts, to see how the operating model will change in the next few months/quarters and what constraints we might encounter, giving us time to react to these issues. To achieve these process DDTech has developed an Advanced Planning Model (APM) to enable the DDS&OP processes.
-
At this point you are well on the journey to becoming a stage 1 DDAE operation. It is now time to address your key suppliers and customers and persuade them to join the DDMRP revolution, if they haven’t done so already. If the majority of the entities in you supply chain are using the same DDMRP principles your supply chains are going to benefit enormously and so will you ultimate consumers.