Building a
Foundation of Flow
The
recognition
of manufacturing as a process is essential to understanding how it
should work. Understanding how it should work gives us the
capability, in light of current conditions, to define what the rules
surrounding it should be. Which rules need to stay? Which need to
go? Which need to change? Which need to be added?
Manufacturing
is
a bewildering and distracting variety of products, materials,
technology, machines, and people skills obscuring the underlying
elegance and simplicity of it as a process. The essence of
manufacturing (and supply chain in general) is the flow of materials
from suppliers, through plants, through distribution channels to
customers, and of information to all parties about what is planned
and required, what is happening, what has happened, and what should
happen next.
An
appreciation
of
this elegance and simplicity brings us to what George Plossl (a
founding father of MRP and author of the second edition of Orlicky’s
Material Requirements Planning) articulated as the First Law of
Manufacturing: All benefits will be directly related to the speed
of flow of information and materials.
“All
benefits”
is quite an encompassing statement. What does “all benefits”
really mean? Let’s break it down into components that most
companies measure and emphasize. All benefits encompasses:
-
Service.
A system that flows well produces consistent and reliable results. This
has implications for meeting customer expectations not only on delivery
performance but also on quality. This is especially true for industries
that have shelf-life issues. Do you want to dine at the restaurant that
has poor flow or great flow?
-
Revenue.
When service is consistently high, market share grows or, at a minimum,
doesn’t erode.
-
Inventories.
Raw and pack, work-in-process, and finished goods inventories will be
minimized and directly proportional to the amount of time it takes to
flow between stages and through the total system. The less time it
takes products to flow through the system, the less the total inventory
investment (exploring Little’s Law will help in understanding this
point).
-
Expenses.
When flow is poor, additional activities and expenses are incurred to
close the gaps in flow. Examples would be expedited freight, overtime,
rework, cross-shipping, and unplanned partial ships. Most of these
activities directly cause cash to leave the organization and are
indicative of an inefficient overall system. In many companies, these
expedite-related expenses are underappreciated and under-measured.
-
Cash.
When flow is maximized, material that a company paid for is converted
to cash at a relatively quick and consistent rate. This makes cash flow
much easier to manage and predict. Additionally, the expedite-related
expenses previously mentioned are minimized.
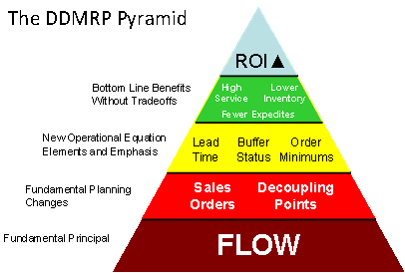
What
happens
when
revenue is growing, inventory is minimized and additional and/or
unnecessary ancillary expenses are eliminated? Return on Investment
(ROI) moves in a favorable direction! And isn’t that really the
objective? Every for profit company has a universal primary goal; to
protect and promote some form of return on shareholder equity. What’s
the best, sustainable way to do that? PROMOTE AND PROTECT
FLOW. This is the very definition of a truly effective manufacturing
system.
But
there is an
important caveat to the first law that becomes crucial and central to
make these things happen. The flow of information and materials must
be RELEVANT to the output or market expectation of the system. The
great basketball coach John Wooden said, “Never mistake activity
for achievement.” We can’t just indiscriminately move
“information” and materials quickly around a system and expect it
to be effective. What we frequently observe is organizations
drowning in oceans of data with little relevant information and large
stocks of irrelevant materials (too much of the wrong stuff) and not
enough relevant materials (too little of the right stuff). When this
occurs there is a direct and adverse effect to return on investment.
Is
the concept
of
promoting the flow of relevant information and materials difficult
for people to grasp? Titans of early industry like Henry Ford, F.
Donaldson Brown and Frederick Taylor all understood this importance
and built their models around it; models that provided the backbone
of modern corporate structure. Later thought leaders such as Plossl,
Ohno, Deming and Goldratt built entire methodologies around the
concept. The concept is a basic tenet of management accounting. The
concept is also intuitive. In general most people within an
organization seem to intuitively grasp why flow is so important. It’s
simply too difficult to foster flow using conventional MRP
systems in the set of circumstances that we are faced with today.
Conventional
Planning Systems and the Bi-Modal Reality
Do
conventional
planning systems protect and promote the flow of RELEVANT information
and materials? Our research suggests that they do not. Experienced
planning and purchasing personnel see the evidence every day in front
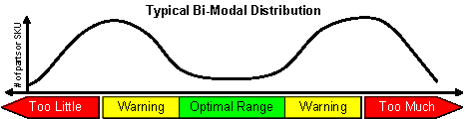
of them. In order to illustrate what they see we will use a simple
graphical depiction. Below you see a line running in both
directions. This line represents quantity of inventory. As you move
from left to right the quantity of inventory increases; right to left
the quantity decreases.
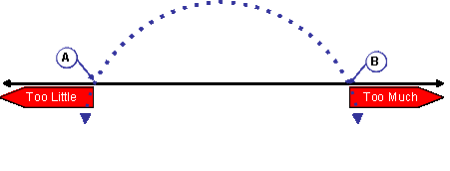
Whether it is at the single
SKU/Part # level or at the aggregate
inventory
level, there are two very important points on this curve:
- A point where we have too much inventory and
there is excess cash, capacity and space is tied up in working capital.
This is represented by point B.
- A point where we have too little inventory and
the company experiences shortages, expedites and missed sales. This is
represented by point A.
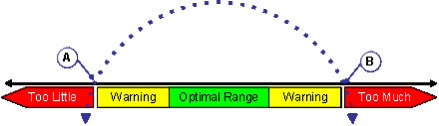
If
we know that
these two points exist then we can also conclude that for each
SKU/Part #, as well as the aggregate inventory level, there is an
optimal zone somewhere between those two points. This optimal zone
is depicted below in green. Most planners and buyers want to operate
right there – a place where they are safe from stock-outs and
expedites AND don’t get called to the carpet for excessive amounts
of inventory. But can they?
As
the inventory quantity expands out of the optimal zone and moves
towards point B the return on the working capital captured in the
inventory becomes less and less. The converse is also true as
inventory shrinks out of the optimal zone and approaches zero or less
than zero and our service risk grows. Placing point A at the
quantity of zero means that inventory becomes too little when we are
stocked out. Placing Point A at less than zero means that inventory
becomes too little when we are “stocked out with demand” – the
traditional definition of a true shortage.
When
the aggregate inventory position is considered against these zones we
frequently notice a bi-modal distribution in which a large number of
SKU/part #s have too little while still another large number have too
much inventory. The smallest population tends to be in the optimal
zone.
Not only is the smallest
population in the optimal zone, the time any
individual SKU spends in the optimal zone tends to be short lived. In
fact, most SKUs tend to oscillate between the two extremes. That
oscillation can occur in an extremely short time frame, especially
when planning using traditional forecasted demand, safety stocks and
weekly MRP runs.
This
oscillation distorts, obscures and hides the flow of relevant
information and materials. Planners and buyers are drowning in
action flags and reschedule messages. They know that if they acted
on everything they would simply reverse many of those actions in the
near term future or worse, create even more detrimental and
unforeseeable effects. They know some things are very important
while others simply don’t matter but they cannot determine what is
relevant and truly important.
The bimodal
distribution results in three simultaneous effects that negatively
impact return on investment:
Unacceptable inventory
performance – too much of the wrong
inventory creating low turns and obsolescence risks.
Chronic and frequent shortages –
missed sales and schedule
slides due to too little of the right inventory.
Accommodating expenses – all of
the expenses we incur in
reaction to the bimodal effect:
- Expedited freight from suppliers
- Overtime on the shop floor to make up for schedule
slides
- Additional freight because we shipped partials
- Additional warehousing space
All of these effects
directly relate to or impede the benefits that we described inherent
to the protection and promotion of flow. When that happens ROI is
compromised.
Is this bi-modal
distribution real? The results of our surveys is quite compelling. With
over 500 different companies responding, nearly 90% report that
the bimodal effect is occurring in their operations. What will it
take to break down this bimodal distribution and promote and protect
the flow of relevant information and materials?
System
Variability – Enemy #1 to Flow
If sustainable
financial return is related directly to our ability to protect and
promote the flow of relevant information and materials then we need
to understand what the biggest enemy to that flow is.
The answer simply
stated is system variability. The impact of variability must be
better understood at the systemic rather than the discrete process
level. The war on variability that has waged for decades has most
often been focused at a discrete process level with little focus or
impact to the total system. Variability at a local level in and of
itself does not impede system flow. What impedes system flow is the
accumulation and amplification of variability. Accumulation and
amplification happens due to the nature of the system, the manner in
which the discrete areas interact (or fail to interact) with each
other. The Law of System Variability states that
The more that
variability is passed between discrete areas, steps or processes in a
system, the less productive that system will be; the more areas,
steps or processes and connections between them the more erosive the
effect to system productivity.
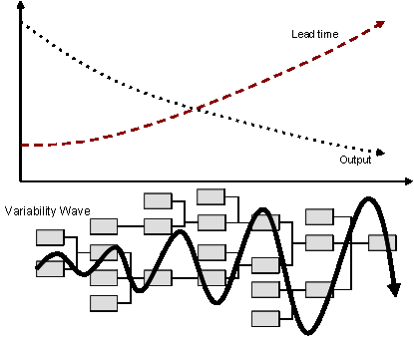
The
figure above
illustrates the Law of System Variability. The lower half of the
graphic depicts a network of connections. It could represent a
project network, a supply chain, a bill of material or even a
routing. It depicts a set of relationships between discrete events,
areas or entities that culminates in some form of completed product,
project or end state. The large squiggly crescendo line represents a
variability wave that accumulates and amplifies through the system;
delays are frequently accumulated while gains are rarely accumulated.
The graph above the network section shows the impact of the
variability wave to system lead time and output. In short; lead time
expands while output decays. Significant resources are expended
trying to pull the ends of those arrows together.
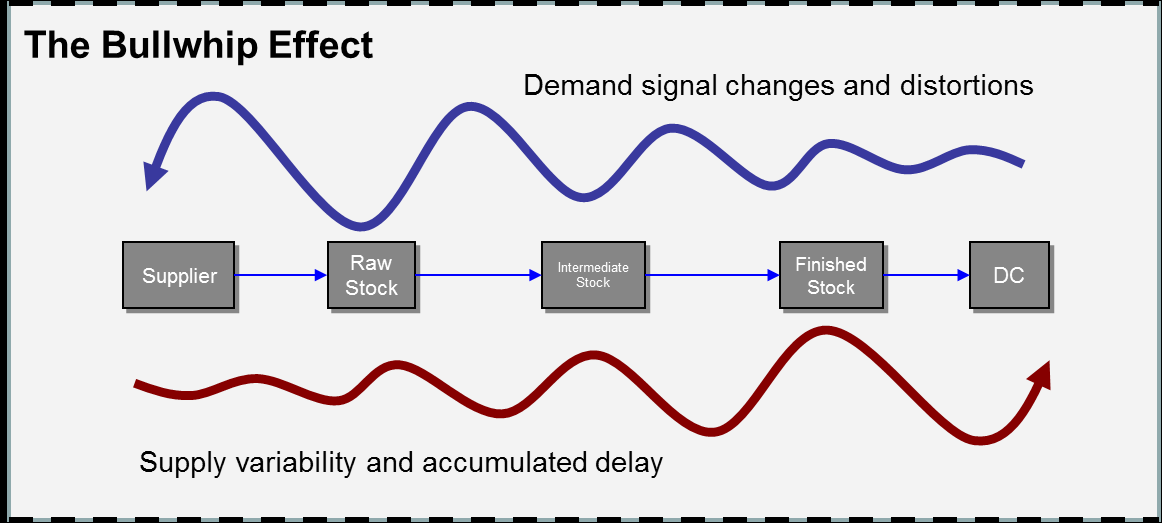
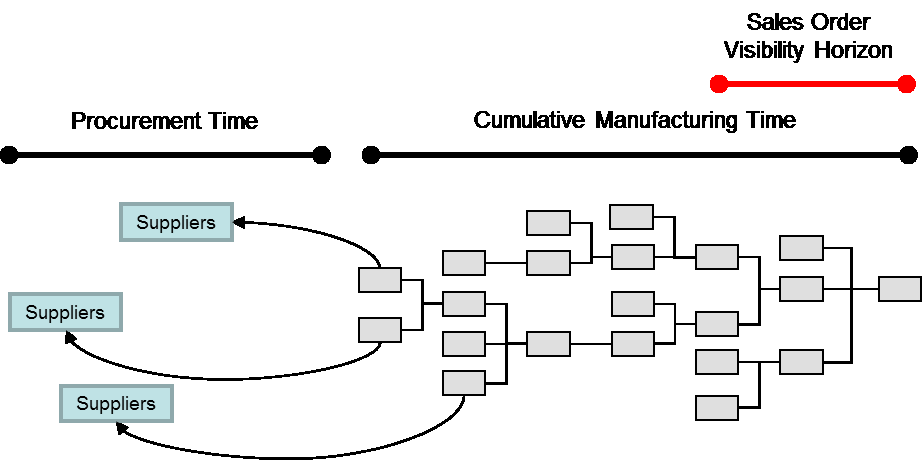
At the supply chain level this
lesson manifests itself as something
called the bullwhip
effect. The bullwhip is a rather infamous effect in industries with
large extended supply chains dominated by major assemblers. Examples
would include aerospace, automotive and consumer electronics.
Distortions and changes in demand signals move from right to left
(customer to supplier) while delays and shortages are passed from
left to right (supplier to customer). The figure below illustrates
the Bullwhip Effect.
If the accumulation
and amplification of variability is the biggest enemy to system flow
then we have to design a system that that stops or mitigates the
transfer and amplification of variability through the system. But how
to do that? The answer cannot be “guess better” or “eliminate
all variability.” Industry has tried that for decades, has spent
fortunes and failed.
The concept of “decoupling”
provides the break from convention that is
needed.
Decoupling breaks the direct connection between dependencies. The
places at which we decouple are called “decoupling point.”
Decoupling
point—the location in the product structure or distribution
network
where strategic inventory is placed to create independence between
processes or entities. Selection of
decoupling points is a strategic
decision that determines customer lead times and inventory
investment.
Decoupling points
represent a place to disconnect the events happening on one side from
the events happening on the other side. They delineate the boundaries
of at least two independently planned and managed horizons. Where to
place these decoupling points? The answer is neither “everywhere”
nor “nowhere.” The answer is simply stated as “somewhere.” But how to
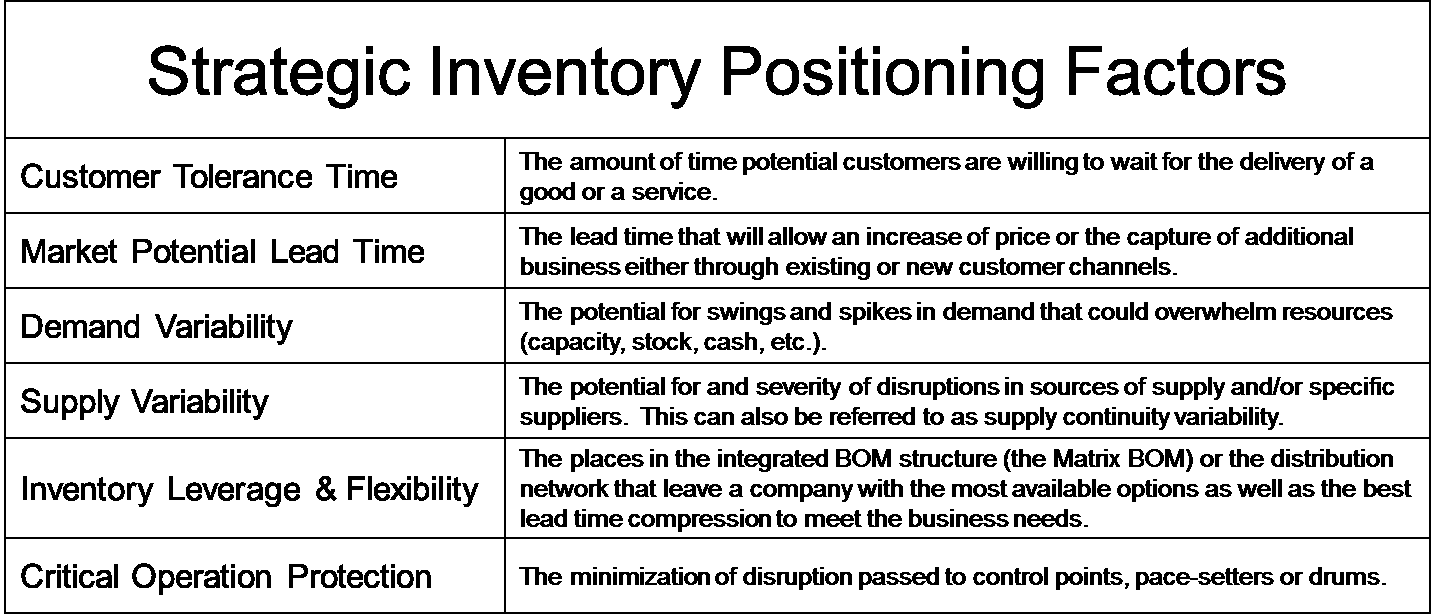
find that somewhere? Where to strategically place
decoupling points depends on careful consideration of the six factors
in Table 1.
Table 1: Decoupling Point
Selection Criteria
Unfortunately
conventional planning systems are not set up to position and then
manage decoupling points. The very basic foundation of Material
Requirements Planning (MRP) was to make everything dependent –
decoupling is a not a word in its vernacular. When we look deeper we
see that the inability to decouple is the primary culprit behind
system variability in planning systems and a major impediment to
flow.
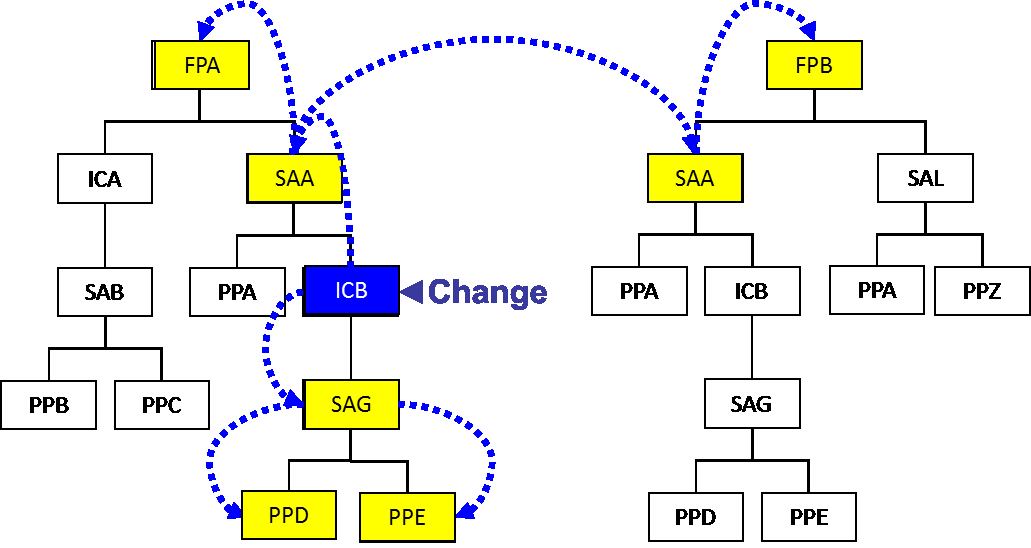
MRP’s
nature of
making everything dependent creates something called “nervousness.”
Nervousness is the characteristic in an MRP system related to
changes at any level transferring up, down and across bills of
material. The figure below illustrates nervousness. When change is
introduced at Intermediate Component B (ICB) it has a ripple effect
up and down Finished Product A’s (FPA) bill of material and also
across to impact Finished Product B (FPB). This will typically
result in both quantity and timing changes for both product
structures. This is the very cause of the oscillation effect that
occurs in the bimodal distribution.
Mitigating
variability and thus promoting and protecting the flow of relevant
information and materials requires decoupling. There is simply no
alternative if we want to drive to a goal of maximizing shareholder
equity and return on working capital.
Decoupling
simply
makes sense given the basic circumstances that we face today. We
have elongated and more complex supply chains. These longer and more
complex supply chains are subject to much higher levels of
variability and much harder to plan. Breaking dependencies in key
places will dramatically simplify the planning equation and allow us
to live in shorter horizons with much more relevant information.
One
of the most
obvious things that has occurred in supply chain over the last two
decades is that customer tolerance times are becoming shorter in
relation to our elongated and complex supply chains. With this in
mind we reach a simple conclusion; someone has to hold stock
somewhere. Not everywhere. Not nowhere. Somewhere. The natural
place to put this stock is at the decoupling points.
Decoupling
Point
Buffers
In
order to make
decoupling points absorb variation from both supply and demand
direction (thus making them truly independent) a cushion or dampening
mechanism must be used. This dampening mechanism is called a
“buffer”. This buffer takes the form of stock and serves to
compress lead time and dampen variability.
By
decoupling
supplying lead times from the consumption side of the buffer, lead
times are instantly compressed. This lead time compression has
immediate service and inventory implications. Market opportunities
can be exploited while working capital required in buffers placed at
higher levels in the product structure can minimized.
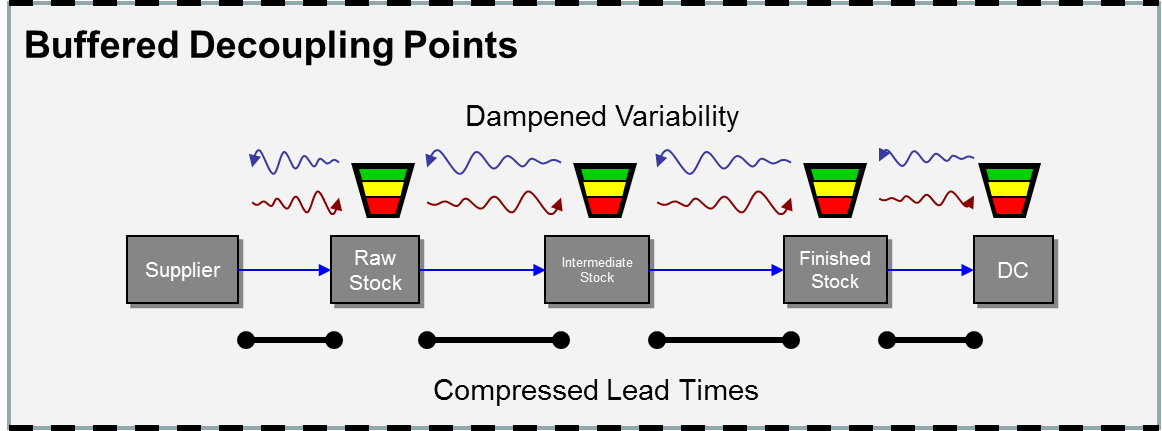
As seen in the
figure above stock buffers are designed to provide bi-directional
dampening of variability to significantly reduce or eliminate the
bullwhip effect. By planning for stock to be maintained at
decoupling points the consumption of this stock can remain
independent from the supply for a certain period of time. It is
important to note that the stock contained in these positions are
“order independent” – meaning the stock is at the discrete part
number level. It is not WIP and is available on demand to all
potential parent item or sales order demand that may call for it.
Stock buffers
initially are sized through a combination of factors including an
average rate of use, lead time, variability, and order multiples.
Then the buffers are stratified into color zones (green, yellow, and
red) for easy priority determination in planning and execution. Each
zone has a specific purpose and will vary in size and proportion
depending on the “buffer profile” that the buffered part has been
assigned. The buffer profile is a group of settings applied to a
group of parts that have similar attributes. In practice we
expect to see globally managed groups of parts with different
combinations of these attributes:
- Part Type (made, bought or distributed)
- Lead time (long, medium, short)
- Variability (high, medium, low)
- Large Order Multiples (relative to usage)
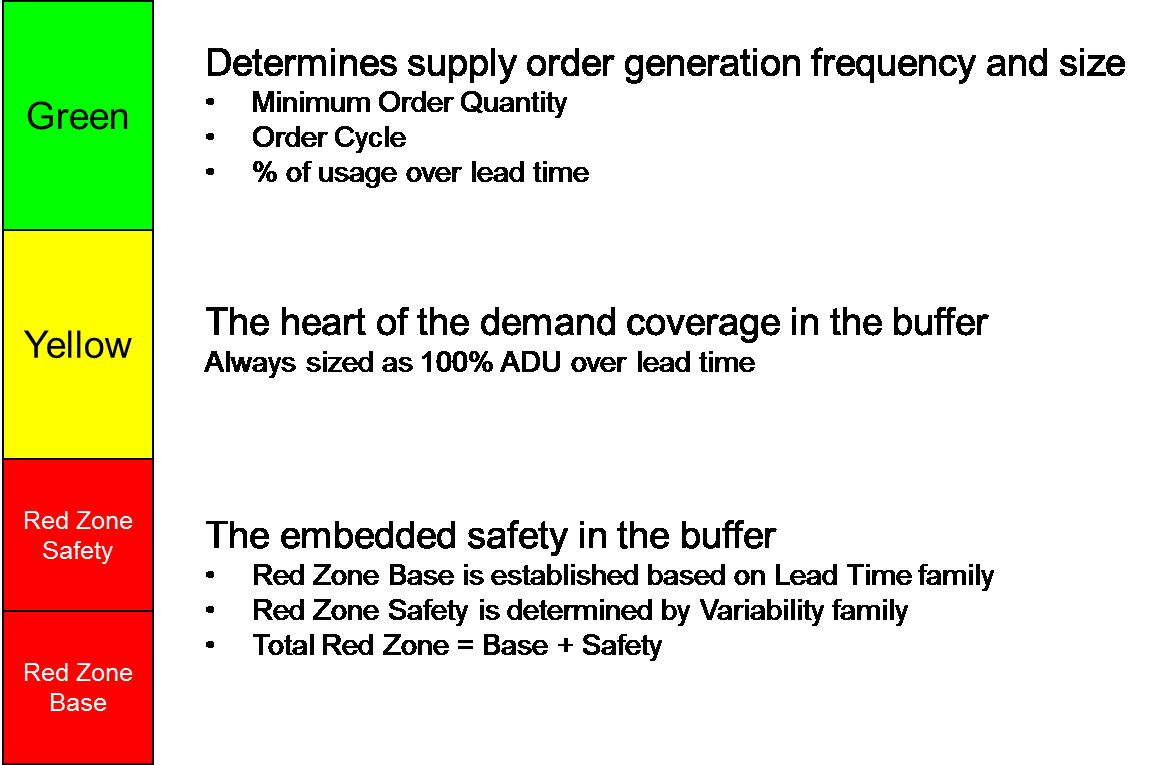
As mentioned above,
each zone in the buffer has a purpose and is sized by various
elements of the profile. Below is a quick reference chart that
describes the purpose of each zone and the elements that go into the
sizing. These buffers dynamically adjust with market changes in
consumption or in advance of planned or known activity, such as
seasonality or large promotional activity.
A critical element
to point out in the figure above is the role of the buffer’s green
zone – to determine supply order generation frequency and size. Through
the green zones the buffers actually become the primary
planning mechanism.
A New Way for
Supply Order Generation
In addition to lead
time compression and variability dampening, the buffers placed at the
decoupling points are the heart of supply order generation for Demand
Driven MRP. They become a focal point for creating, promoting,
protecting and determining relevant information and materials. They
also create the opportunity for a much more elegant and visible way
to generate supply orders.
Decoupling
Supply Order Generation From Forecast – Supply chain and
manufacturing planning always starts with a demand signal.
Unfortunately when you start a serial, complex and interdependent
process with an infrequent and error prone input, the result of the
process will be unsatisfactory. The waste and performance erosion
associated with that inaccuracy will simply grow in magnitude. In
order to provide the best possible input to the supply order
generation process we will need to address both the nature of the
signal as well as the frequency of the signal.
Based on a given
demand signal, MRP is designed to net perfectly to zero. You make
exactly what you need without any excess. It could be argued that MRP
is the perfect JIT system. If the demand signal is perfectly
accurate then the MRP calculation will be perfectly accurate. Given
the math allows no room for error, it seems obvious that MRP should
only be given as accurate a signal as possible.
The most accurate
form of demand input is a sales order. A sales order is a stated
intention and commitment by an actual customer of need in terms of
quantity and time. It defines what is relevant both in terms of
information and materials. There is no debate that sales orders are
an order of magnitude more accurate than planned orders. So why
don’t companies simply load only sales orders into MRP?
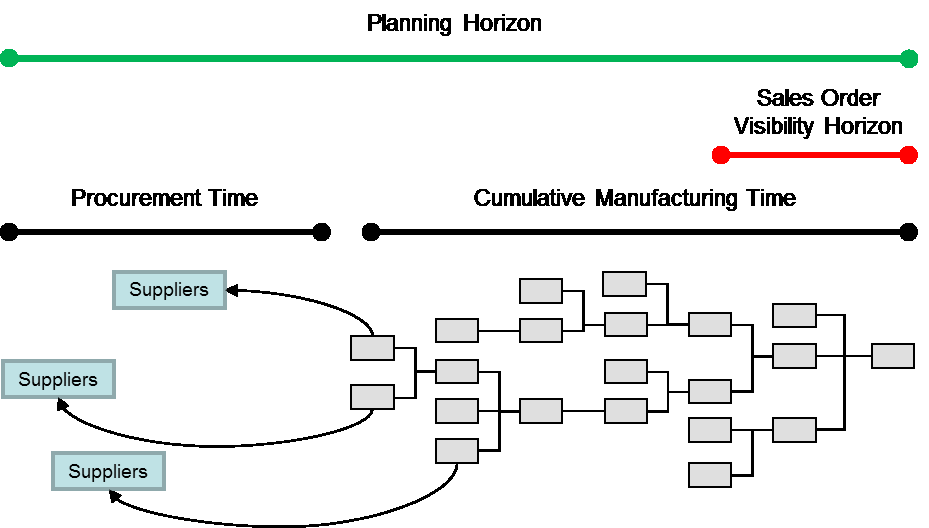
Using MRP with only
sales orders, however, assumes something that does not exist in
today’s environment – enough time. In order for MRP to be that
perfect JIT system, you must have the time to procure and make
everything – called cumulative lead time (the longest stated chain
of time in the bill of material including purchasing lead time).
Customer tolerance time would have to be equal to or greater than
cumulative lead time. Today’s supply chains, however, are
characterized by shorter and shorter customer tolerance times and
extended, elongated and increasingly complex supply chains. We
simply don’t get visibility to sales orders soon enough to properly
plan for them using conventional MRP. How must we make up for the
widening gap between the time it takes to procure and produce and the
lead time that customers demand?
With MRP’s
characteristic of making everything dependent the only way to find
enough time is to attempt to predict what actual demand will look
like so that we can attempt to ensure the necessary materials in
quantity and time as the market places its sales orders. Thus, the
need to load MRP with demand that is largely derived from forecast.
- All forecasts start out with some inherent level of
inaccuracy
- The more remote in time or farther out forecasts go, the
less accurate they get
- The more detailed or discrete the forecast is the less
accurate it will be
Planned Orders are
commitments of cash, capacity and/or materials directly derived from
a prediction that is subject to varying degrees of inaccuracy. As
time progresses, the demand picture changes, MRP is rerun and
nervousness occurs. The result is we end up with things we do not
need and desperately expedite things we have just discovered that we
do need. The bimodal distribution starts with the use of planned
orders!
The assumption that
that the only way to find the time is to use planned orders derived
from forecast is only true due to MRP’s basic nature to make
everything dependent. Yet, when we consider the power of decoupling
we find the way to be able to use actual orders (sales orders).
Remember, decoupling creates independence between supply and demand
and where we decouple directly effects our lead time to market. The
closer we can place a decoupling point to when sales orders become
visible, the more accurate the demand signal AND the better the
response to the market.
As previously
mentioned, the buffers placed at decoupling points represent a
cushion that allows us to block or stop the accumulation and
amplification of variability – they buy us the time we so
desperately need to meet actual customer expectations and to use
sales orders as the basis for our demand signal input. Now we have
to understand how to maintain those buffers in a way that does not
penalize us with excess inventory yet creates timely and accurate
demand signals (relevant information) for their replenishment
(relevant materials).
Decoupling
From the Weekly Bucket – In most environments
planning occurs in weekly buckets. This is a direct effect of the
nervousness discussed above – nervousness that is directly related
to the inability to decouple. Planning organizations know that if
they ran MRP daily the resulting nervousness would create chaos. The
amount of action flags and messages on the planning screens would be
overwhelming.
Instead a weekly
interval is used to calm the waters on a daily level. This, however,
comes at a price. First, it forces the planning horizon to extend. This
has a direct correlation to the level of signal inaccuracy at
the end of the horizon. Second, it creates a latency that almost
guarantees that the level of change between MRP runs will be
dramatically larger. Instead of lots of little changes on a daily
basis, we get massive changes on a weekly basis. Planning
organizations are stuck between these two hard places because MRP’s
hard coded trait of making everything dependent.
Decoupling opens a
door to end this compromise where daily planning becomes obvious,
intuitive and beneficial for supply order generation.
Demand Driven
MRP Supply Order Generation –
In order to produce relevant
information for relevant materials, the DDMRP planning process shifts
to daily planning buckets. This does not mean that all buffered
parts will be ordered every day. It does mean that in most
environments some supply orders will be generated every day against
some of the buffered items. What will dictate how many supply
orders are generated every day is a review of the net flow
position of each buffered item. That position is reviewed on all
buffered parts every day.
The net flow
position is determined by a unique supply order generation equation
called the net flow
equation. All qualified demand,
supply and on-hand information are combined at the buffer to produce
the net flow position for buffered items. The net flow equation is relatively simple to understand but foreign to
conventional planning systems.
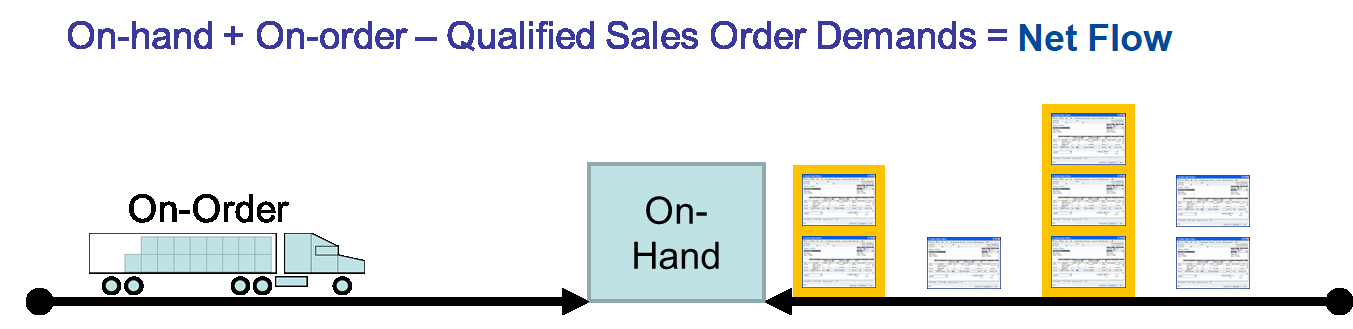
The net flow
equation adds open supply to on-hand and then subtracts qualified
sales-order demand. The figure above graphically demonstrates the net flow equation. In the middle is on-hand – physically
available inventory. On the left is on-order – the quantity of
stock that has been ordered but not received regardless of due date. On
the right is qualified sales order demand. Qualified sales order
demand is limited to sales orders due today, due in the past, and
future qualified spikes. The highlighted sales orders in yellow are
qualified demand. Two are due today and three that are due two days
from now (on day three) represent a qualified spike. To qualify a
spike two conditions must be met. The amount of sales order demand
must be above the order spike
threshold and the sales order
must be due within the order
spike horizon.
The order spike
threshold is a level that qualifies a spike in a particular
environment. The summation of sales orders (for the same part
number) for each day is totaled and compared against the threshold. If
the summation is greater than the threshold than the entire amount
(not just the amount above the threshold) is incorporated into the net flow equation as a qualified spike. An order spike
threshold is depicted in the figure below by the horizontal dotted
line. Two days from today (marked day 3) the three sales orders due
on that day represent enough combined demand to qualify as a spike.
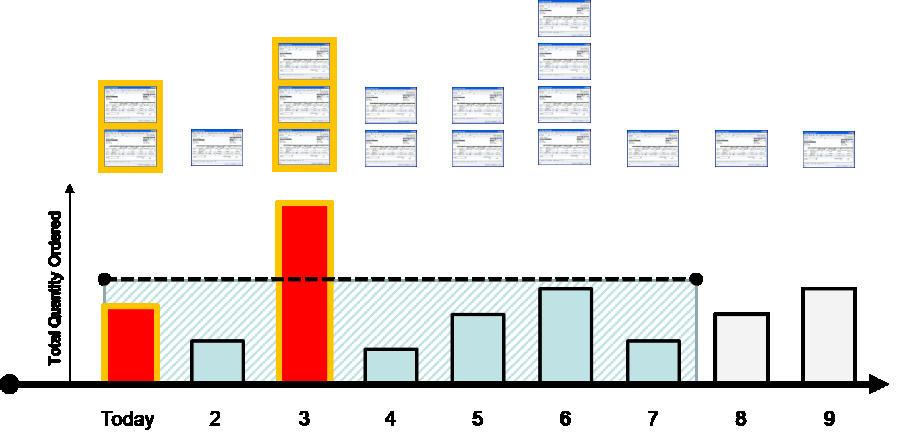
The second condition
is also met by these three sales orders on day 3. They are within
the order spike horizon. In the figure above, the order spike
horizon is set to seven days. It is represented by the length of the
dotted line.
There are several
sales orders in several daily buckets that are within the order spike
horizon but do not qualify as a spike. The four orders on day six,
for example, do not total to greater than the threshold.
Now the obvious
question – why not include all known sales orders in the net flow equation? The answer is simple. They are essentially already
accounted for in the buffer! If the daily sales order demand is
under threshold, they represent relatively normal or average demand.
How did we build the buffer levels? We built them using equations
with average rate of use. Thus, what is due today, due in the past
and what is qualified as a spike is really all that is relevant from
a demand perspective.
Supply orders are
only created when the net flow equation produces an net flow position below the top of the yellow zone. Supply orders are
then recommended in a quantity to restore the net flow to the
top of the green zone. The figure below is an example of a daily
planning DDMRP planning screen.
| Part |
Open
Supply |
On-hand |
Demand
|
net flow |
Recommended
Supply Qty |
Action
|
| f576 |
3358
|
4054
|
540
|
6872
|
3128
|
Place
New Order |
| h654 |
530
|
3721
|
213
|
4038
|
2162
|
Place
New Order |
| r457 |
5453
|
4012
|
1200
|
8265
|
0
|
No
Action |
There are three
parts depicted on this screen. The screen displays the relevant
components of the net flow equation and then displays the net flow position and the zonal color of the buffer that
position falls in. For example, part r457 has open supply of 5453,
on-hand of 4012 and qualified demand of 1200. This yields an net flow position of 8265 (5453 + 4012 – 1200).
Only two of the
parts are relevant from a supply order generation perspective (f576
and h654). Both have an net flow position within the yellow
zone (under top of the yellow). Supply orders are recommended for
each of these parts to restore their net flow positions to the
top of their respective green zones. If these orders are accepted
their net flow statuses will go to green.
|
Part
|
Open Supply
|
On-hand
|
Demand
|
net flow
|
Recommended
Supply Qty
|
Action
|
|
r457
|
5453
|
2812
|
2100
|
6165
|
4512
|
Place New Order
|
|
f576
|
6486
|
3514
|
710
|
9290
|
0
|
No Action
|
|
h654
|
2692
|
3508
|
305
|
5895
|
0
|
No Action
|
Tomorrow when we
review the planning screen (depicted by the figure above) we find new net flow positions for each of our three parts. On hand
amounts have been adjusted for all parts by the amount of demand
fulfilled in the previous day (in our example all qualified demand
yesterday was due yesterday – there were no qualified spikes). New
demand amounts have been qualified. Open supply for f576 and h654
have increased by yesterday’s approved supply orders respectively. The net flow status for r457 has now gone yellow and a supply
order in the amount of 4512 is recommended.
Decoupled
Explosion – When considering
decoupling and the DDMRP
supply order generation process an obvious impact emerges. When a
supply order is generated at a higher level decoupling stops the
explosion of a bill of material at decoupling points placed at lower
levels. The explosion can be stopped because the decoupling point is
buffered. Consumption and demand can be accumulated at that point
until resupply is recommended through the net flow equation. The
explosion then begins again relative to that part’s respective
components.
This concept is
crucial in preventing nervousness because most changes at high level
parents will not be big enough to pass through the buffers and thus
create the nervousness that destroys flow. This is especially true
for decoupling points placed at common components (a common strategy)
as we get the smoothing benefit of aggregation.
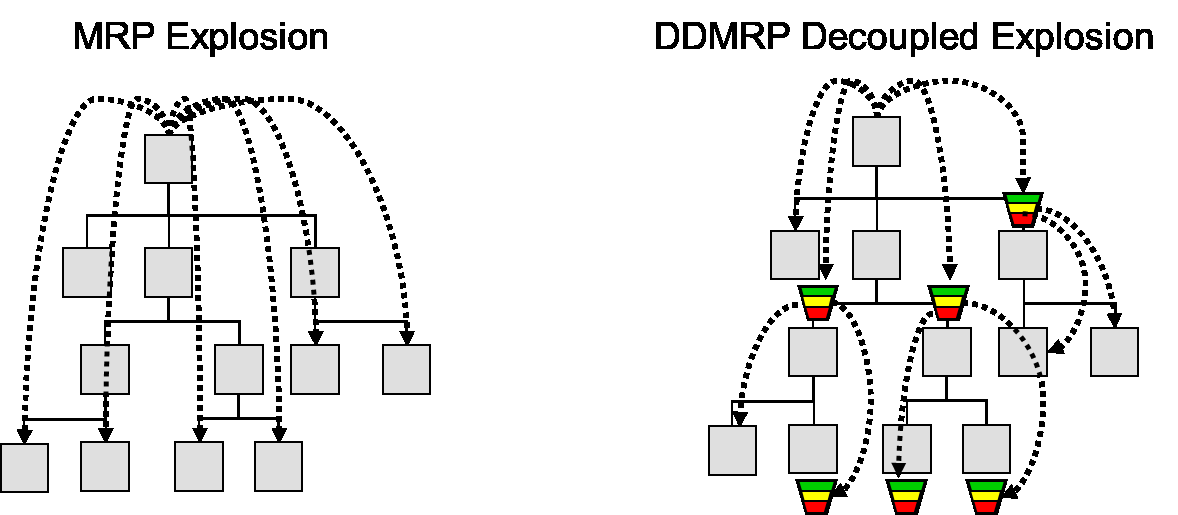
This creates an
effect called a decoupled
explosion depicted by the figure
on
the right in the graphic above. Decoupled explosion is a critical
distinguishing characteristic of a DDMRP system. It is important to
understand that there is a combination of dependence and
independence. There is independence at the decoupling points but
between decoupling points there is dependence that is no different
than conventional MRP.
The figure on the
left represents conventional MRP where any change at the higher level
is typically driven all the way through to the purchased level. There
are some exceptions to this rule in MRP but they are simply
that – exceptions. Decoupled explosion is a cornerstone of
planning mechanism in a DDMRP system and allows the flow of relevant
information and materials to be promoted and protected.
A Final Note on
DDMRP Buffers
Commonly DDMRP stock
buffers are confused with mechanisms like safety stock, kanbans and
order point. These comparisons are understandable but inaccurate.
DDMRP buffers
versus safety stock – Safety
stock does not decouple--it
seeks only to compensate for variability, assuming no decoupling or
lead-time compression (i.e., a longer planning horizon). This makes
it an inefficient type of dampening mechanism. Additionally, safety
stock often has mechanisms (such as order launches and expedites)
that can exacerbate the
bullwhip effect.
DDMRP buffers
versus order point – Order point
systems typically do not take
into account actual demand. Order point determines resupply through
the incorporation of on-hand and open supply only. By failing to
include qualified demand in the equation, order point positions are
more vulnerable to demand spikes. Additionally, order point
incorporates a safety stock mechanism that often results in
additional and often unnecessary expedited supply orders.
DDMRP buffers
versus kanban – Technically
kanbans are work in process
positions and are placed in front of resources. This can force
inventory to spread everywhere and dramatically complicate the
ability to resize the positions based on changes in the environment.
Kanbans can be slow or inadequate to respond to spikes or
seasonality.
It is worth noting
that the typical implementation of stock buffers at strategically
determined control points does NOT typically raise inventory in a
system. Early adopters across many diverse industry segments
adopting the DDMRP methodology have realized 20-60% reductions in
total inventory while simultaneously increasing service levels. This
has served to reinforce the power and direct connection to ROI of
flow within early adopters of this methodology.
Summary
Today’s companies
are held hostage by hard-coded rules in MRP - rules that act as a
foundation for the way MRP functions - rules that have been around
since the inception of MRP in the 1950’s. Many of which directly
result in the distortion and obfuscation of relevant information for
planning personnel and lead directly into materials challenges
evident in the bimodal distribution. This impediment to the flow of
relevant information and materials directly compromises the
protection and promotion of sustainable return on investment.
Perhaps one of the
most damaging rules is MRP’s inability to decouple. The concept of
decoupling and decoupling points is not new. Both terms have been
correctly defined in the APICS dictionary for decades. However, the
practical and standardized application of decoupling under DDMRP is
new.
Rooted in a
foundation of flow, the concept of decoupling unlocks the door for
much more effective planning. It gives us the capability to use the
highly accurate demand signals we have had available to us for years
– sales orders. When used properly, decoupling effectively ends
nervousness by stopping variation from being passed within the supply
chain. When the supply chain has significantly less nervousness,
things become clearer and determining what is relevant becomes an
order of magnitude easier. Thus decoupling becomes the first step to
driving the promotion and protection of the flow of relevant
materials and information that is so crucial for driving improved
return on investment performance.
About the
Author
 Chad
Smith is the co-author
of the third edition of Orlicky’s Material
Requirements Planning 3/E (Ptak and Smith, McGraw-Hill,
2011), Demand
Driven Performance – Using Smart Metrics (Smith and Smith,
McGraw-Hill, 2013) and Demand Driven Material Requirements Planning
(Ptak and Smith, Industrial Press, 2016). He is a co-founder
and Partner in the Demand Driven Institute, an organization dedicated
to proliferating demand driven methods throughout the world.
Chad served as the Program Director of the International
Supply
Chain Education Alliance’s Certified Demand Driven Planner (CDDP) Program
from 2012 to 2016.
Chad
Smith is the co-author
of the third edition of Orlicky’s Material
Requirements Planning 3/E (Ptak and Smith, McGraw-Hill,
2011), Demand
Driven Performance – Using Smart Metrics (Smith and Smith,
McGraw-Hill, 2013) and Demand Driven Material Requirements Planning
(Ptak and Smith, Industrial Press, 2016). He is a co-founder
and Partner in the Demand Driven Institute, an organization dedicated
to proliferating demand driven methods throughout the world.
Chad served as the Program Director of the International
Supply
Chain Education Alliance’s Certified Demand Driven Planner (CDDP) Program
from 2012 to 2016.
References
Blackstone. (2013). APICS Dictionary (Fourteenth Edition).
Chicago: APICS.
Plossl, G. (1994). Orlicky's Material Requirements Planning.
McGraw-Hill.
Smith, C., & Ptak, C.
(2011). Orlicky's Material
Requirements
Planning. McGraw-Hill.
Smith, D., & Smith, C.
(2013). Demand Driven
Performance -
Using Smart Metrics. McGraw-Hill.
Content copyright © Demand Driven Institute - used with permission.
For further information, contact Colin Seftel