|
|
|
|
Squeezing the Balloon by Vadim
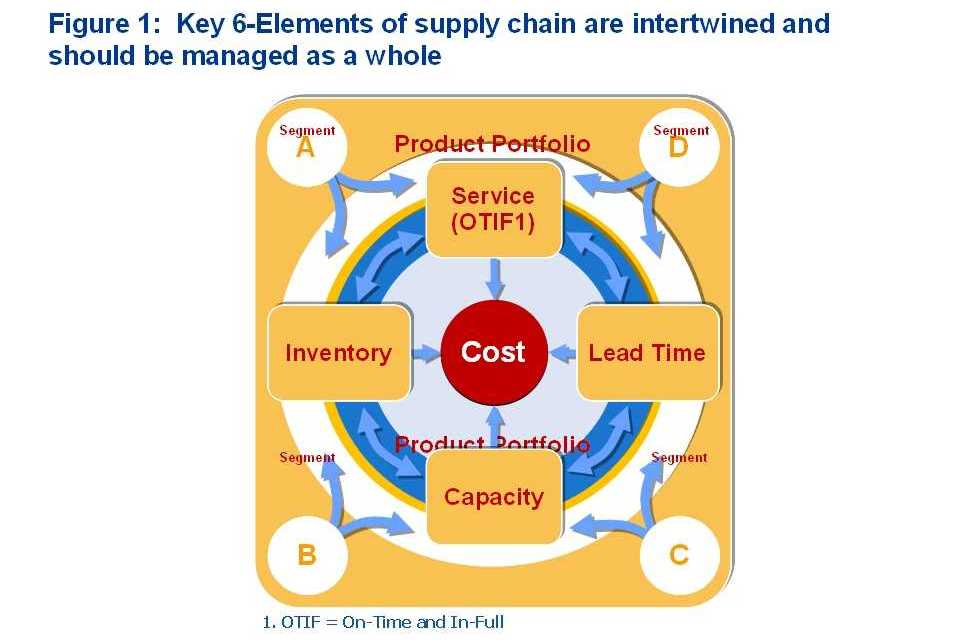
Kapustin Anyone who has been around business long enough has seen the scenario unfold: A company rushes from an inventory-reduction project into a capacity-utilization-improvement project, then on to a customer-service-improvement project, then to a supply-chain cost-reduction project. Maybe a year later, the company circles back again to where it started-inventory. Sadly, this is not an uncommon occurrence. Finding the proper supply chain balance is key to avoiding such costly vicious cycles. Few companies realize that the six key supply chain elements (we call them the 6-Elements)-cost, capacity, inventory, lead time, customer-service level and product portfolio complexity - are inextricably intertwined (see figure 1). As such, they should be managed as a whole. We must learn to think of supply chain management as a balancing act aimed at achieving the best combination of the 6-Elements to support the overall business strategy and meet customer expectations.
Of those six elements, three - capacity, inventory and lead time-are what we refer to as Critical Operational Resources (COR). These elements act as buffers, protecting against demand fluctuations and ensuring that businesses do not lose sales due to out-of-stock products. The fundamental reason to maintain COR buffers is something that is inherent to nearly every aspect of a business: uncertainty-in demand, in raw-materials supply, in factory-performance variations, in quality problems . . . the list of potential uncertainties and risks goes on and on. Typically, companies base decisions as to size of the buffer that's required for each of the CORs either on past experience, "gut" feelings or simply on "this is how we've always done it" thinking. Moreover, the COR - a company's first defense against business uncertainties-depends largely on the industry in which it operates. For example, consumer packaged goods companies typically use inventory safety stock as protection against uncertainty in demand and, often, supply. Telecom and utility companies, on the other hand, typically use the capacity buffer because their "finished goods," such as data packets and kilowatt hours, cannot be kept in inventory, like, say, toothpaste or automobiles. Lead time is often a natural buffer in industries such as aircraft and military-equipment manufacturing, where customers are willing to wait a long time to take delivery. All this being said, however, few companies understand (even fewer quantify) the direct link between the lead time they promise their customers, the manufacturing capacity utilization required to enable such a promised lead time, and the inventory safety stock needed to deliver on promised lead time at certain capacity utilization levels. Senior executives, of course, want it all: the highest capacity utilization; the lowest inventory; the shortest, most reliable lead times to customers; all that at the highest customer service level and with the broadest product portfolio-and all at the lowest cost. What these overly optimistic executives fail to grasp, however, is that the supply chain 6-Elements are like a balloon: squeeze it in one place and it pops out on the other side; squeeze it there and it pops out somewhere else. Striking an optimum balance of the supply chain 6-Elements is the best solution executives can aim for. This balancing act is often hard to achieve because the 6-Elements are often organizationally disconnected. Typically, the production department oversees manufacturing capacity, sales or the supply chain department handles inventory and service, marketing manages the product portfolio, and so forth. With all such disconnects it is little wonder the following 6-Elements scenarios occur so often:
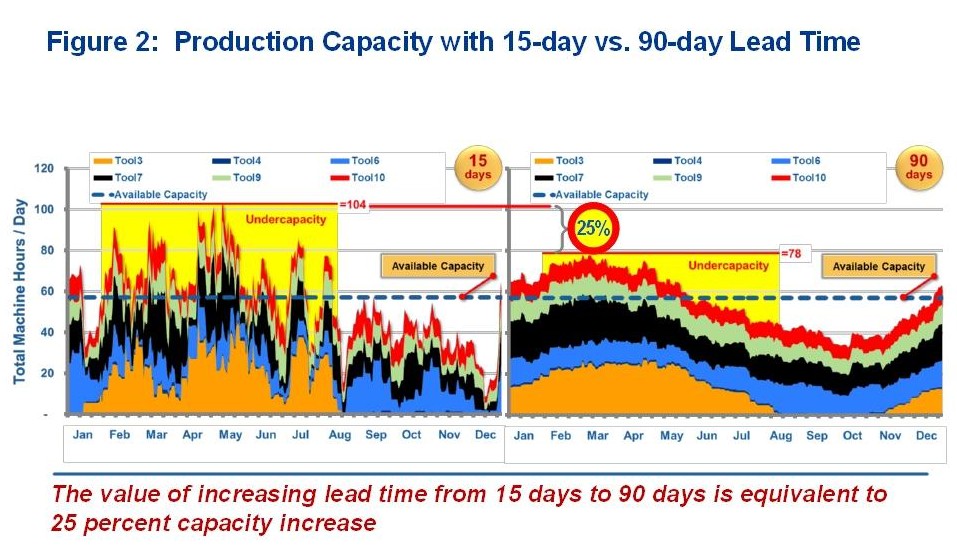
The result of supply chain problems like these is obvious: dissatisfied customers, empty shelves, lost sales and plunging profits. Case in Point: The Trouble with GlobeCo The following is a prime example of how failing to understand the yin-yang nature of the 6-Elements can lead to poor performance. A global electronic-components manufacturer operated on what one might call a manufacturing-dominant philosophy. In this company, we'll call GlobeCo for short, achieving the highest possible production capacity was viewed as a great success factor-and was well rewarded. Inventory was fixed at what was considered a "good enough" level of 24 days of sales for finished goods and 15 days of consumption for raw materials and components. GlobeCo was suffering from long and unpredictable lead times to its customers, with average fill rates ranging from 45 percent to 70 percent. Customer demand was seasonal and highly volatile, which meant that either the capacity buffer had to be large enough to enable factories to react quickly and provide shorter lead times or the finished goods inventory buffer had to be much higher. But at this company, manufacturing capacity was planned with no regard for demand seasonality and short-term volatility. The planning department looked only at the annual demand data, which by definition looked like a "straight line", and annual plans aimed for very high production-capacity utilization. The result was that manufacturing had no capacity buffer to accommodate either seasonal demand spikes or short-term extreme demand volatility. So the period between January and July saw factories fall hopelessly behind schedule (see figure 2). From August to December, when demand was dipping, manufacturing would catch up on the backorders-only to begin the "expediting" race again in January.
Before deciding to double their capacity or triple their inventory to accommodate demand spikes, companies should consider the following scenarios to determine which are more feasible and cost-effective:
To demonstrate how the 6-Elements optimization process works, let's return to our example of the electronic-components manufacturer. Using a five-step process, we set out to identify the best combination of manufacturing capacity, finished-goods inventory and achievable fill rates with pre-defined target lead times and product portfolio, all at the lowest possible cost (see figure 3).
Increasing capacity only… One of GlobeCo's prime service culprits-a stamping operation-was chosen for the proof-of-concept. An additional complexity arose because the stamping operation involved analysis of both the stamping machines' capacity as well as the tooling capacity required for each SKU. It was determined that with lead time set at 30 days, the stamping operation would have to add three stamping machines and one additional tool to achieve a 95 percent service level. This would increase the plant's annual controllable costs by $320,000 in labor and depreciation. Increasing inventory only . . . Analysis of the required finished-goods inventory revealed that achieving the targeted 95 percent fill rate would cost GlobeCo an incremental $105,000 per year in storage and carrying costs, an increase of nearly 200 percent. The conclusion from just these two analyses was that it was significantly more cost-effective to add finished-goods inventory (added annual cost of $105,000) than to invest in additional stamping capacity (added annual cost of $320,000) to get to the targeted lead time and service levels. Combining the two . . . The extremes of only increasing capacity or only increasing inventory help to dimension the solution boundaries. However, a well-thought-out combination often is the best solution. For GlobeCo, the most optimal solution was to segment finished products by demand characteristics and the type of capacity consumed by each produced component. The optimum solution was to:
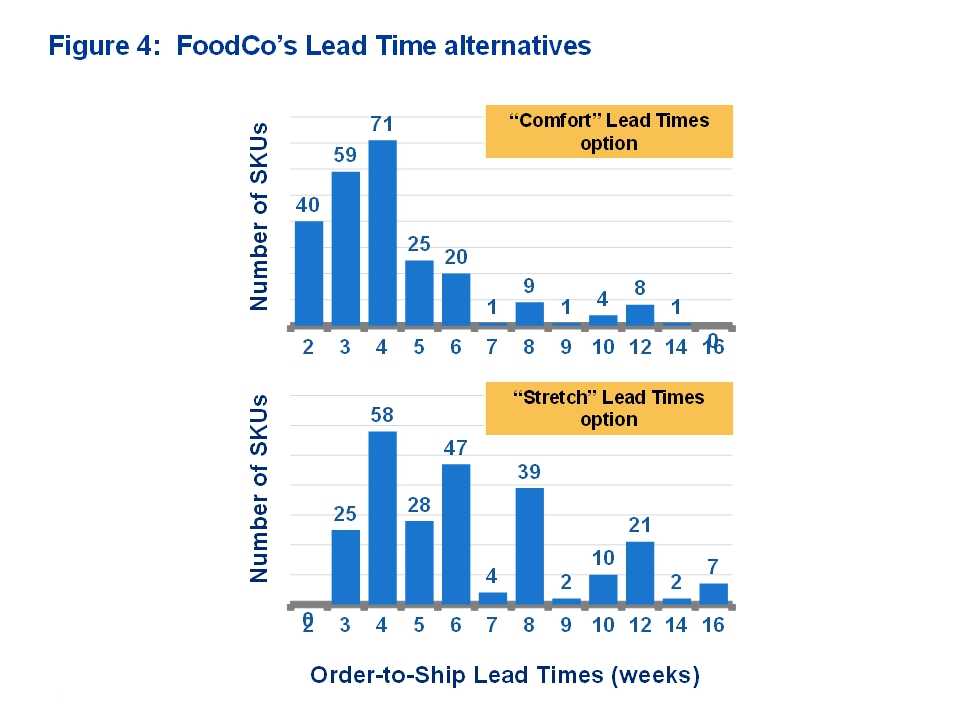
Optimization analysis showed that carrying finished-goods inventory of components for which demand was volatile and unpredictable would result in the company needing substantial safety stock to achieve a 95 percent service level. These products' short life cycle, coupled with hard-to-forecast demand, would almost inevitably result in obsolescence and eventual inventory write-offs. Due to the relatively small capacity requirement for these small-volume parts, however, the additional capacity required for the operation to achieve a 95 percent service level was pretty small. Looking at Lead Time As one of the three key elements directly affecting customers, lead time is often treated as a given and determined by competitive market forces. Thus companies try to optimize their internal elements (capacity, inventory and cost) before changing customer-facing elements such as lead time (or service level or product portfolio). But when optimization of capacity and inventory results in exorbitant costs or unacceptable levels of working capital, it may be time to look at lead-time changes. Customers dislike having delivery lead times extended, but if it results in improved delivery reliability (or even a reduced unit price), those same customers may find extended lead times acceptable. A global food-manufacturing company, let's call it FoodCo, decided to go this route when it maxed out its capacity utilization and could not afford to add any additional inventory: its manufacturing capacity and ability to increase inventory were negated by capital investment limitations during the economic downturn. With its customer service levels in freefall, the company had two options: either change its policy of promising its customers a short five-day lead time or reduce its product portfolio. FoodCo's solution was to combine the two. Workshops involving the sales, marketing, supply chain and manufacturing departments helped develop two alternatives for increased lead times for each SKU. The first was the so called "comfort" lead-time option. It was named this way because most stakeholders were comfortable implementing this alternative due to expectation of a limited negative effect on customers. The second alternative was stretching the limits of acceptability and was called the "stretch" option. It was developed to establish a point beyond which customers were expected to see significant material impact on their business (see figure 4).
While reviewing SKU lead times, the company also took a hard and honest look at its product portfolio and the level of true product differentiation in the market. Once this was done, the company pruned its portfolio substantially, which helped improve overall customer service levels for remaining SKUs but required no additional investment in capacity and inventory. 6-Elements Optimization's True Value Sustainable, systemic optimization of the supply chain 6-Elements requires that appropriate capabilities be built into enterprise resource planning (ERP) systems. Unfortunately, this is something that is still years away, as no existing ERP systems provide such functionality in their standard package. Therefore, ongoing optimization is still the unique privilege of only the most advanced companies. The good news for others is this: Considering that most of the 6-Elements are relatively stable in the large majority of companies, periodic optimization-every two or three years-is probably sufficient to ensure that the six key elements are operating at or near their optimum balance point. Interestingly, a more valuable aspect of the 6-Elements optimization concept is not the optimization itself, but the cross-functional conversations that it initiates. Such dialogues can generate an understanding of how the 6-Elements are interconnected throughout a company. For example, the effectiveness of the sales and operations planning (S&OP) process will improve immeasurably if everyone clearly understands that no supply-chain element can be changed without affecting the others. The concept also will help boost the effectiveness of corporate improvement initiatives-that is, it will make you stop "squeezing the balloon" and start focusing on optimization of all 6-Elements simultaneously. As with all innovative and powerful concepts, the first step in converting 6-Elements Optimization into a sustainable competitive advantage is to internalize the knowledge, identify its most practical applications-and, finally, to embrace the change. ©
Copyright Vadim Kasputin 2014 |